3D打印被譽(yù)為“第三次工業(yè)革命的核心技術(shù)”,在航空航天、建筑、醫(yī)療等領(lǐng)域有著越來越廣泛的應(yīng)用。而傳統(tǒng)的3D打印機(jī)應(yīng)用是三軸運(yùn)動系統(tǒng),材料只能在一個方向上層層堆疊。當(dāng)打印零件較復(fù)雜時,需要打印大量的支撐結(jié)構(gòu)作為輔助,既浪費(fèi)材料又影響加工效率,還會對零件表面質(zhì)量產(chǎn)生影響,并且三軸打印還容易形成“臺階效應(yīng)”而影響產(chǎn)品質(zhì)量。現(xiàn)通過在已有X、Y、Z三軸 3D 打印平臺上添加擺臺,增加繞Y軸旋轉(zhuǎn)的B軸和繞Z軸旋轉(zhuǎn)的C軸,實(shí)現(xiàn)了五軸多方向打印。通過協(xié)調(diào)各軸運(yùn)動來調(diào)整加工平面的方位,使零件結(jié)構(gòu)的傾斜角度始終小于其臨界支撐角,在避免支撐結(jié)構(gòu)添加的同時減少了臺階效應(yīng)。 相關(guān)研究結(jié)果表明,五軸3D打印能夠解決多數(shù)零件的加工,但目前尚沒有一個針對所有零件的加工指令生成方案。本研究在對五軸3D打印加工工藝進(jìn)行研究的基礎(chǔ)上提出了針對薄壁旋轉(zhuǎn)體零件的統(tǒng)一加工方法。首先設(shè)計了具有代表性的回轉(zhuǎn)體零件,并通過坐標(biāo)變化生成其五軸加工代碼;然后在自主搭建的五軸3D打印平臺上進(jìn)行實(shí)際打印操作,驗(yàn)證了此方案的可行性,為后續(xù)五軸3D打印工藝研究提供方向。
1 五軸 3D 打印技術(shù)進(jìn)展 在五軸3D打印機(jī)的硬件研制方面,現(xiàn)有可進(jìn)行五軸3D打印的加工平臺有:SAUER LASERTEC 公司與 DMG MORI 公司共同合作建造的 LASERTEC 65 型激光熔覆加工機(jī)床;美國 OPTOMEC 公司根據(jù) LENS 原理在三軸基礎(chǔ)上將工作臺更改為搖籃模式而研發(fā)的一套五軸3D 打印機(jī);日本ENOMOTN kogy公司開發(fā)了能夠在現(xiàn)有工業(yè)級五軸控制技術(shù)基礎(chǔ)上連續(xù)進(jìn)行擠出式3D 打印和銑削操作的五軸混合加工機(jī)床等。 五軸 3D 打印加工工藝方面的研究進(jìn)展如下: ①挪威奧斯陸大學(xué)的學(xué)生?K Grutle設(shè)計了如圖1所示的五軸3D打印機(jī)。該打印機(jī)在傳統(tǒng)三軸打印機(jī)的基礎(chǔ)上安裝有擺臺,并添加了A軸和C軸。該研究只是根據(jù)已有方法通過打印簡單的零件對打印機(jī)性能進(jìn)行驗(yàn)證,并未對五軸3D打印的工藝進(jìn)行深入研究。 圖1 挪威奧斯陸大學(xué)的五軸3D打印機(jī)
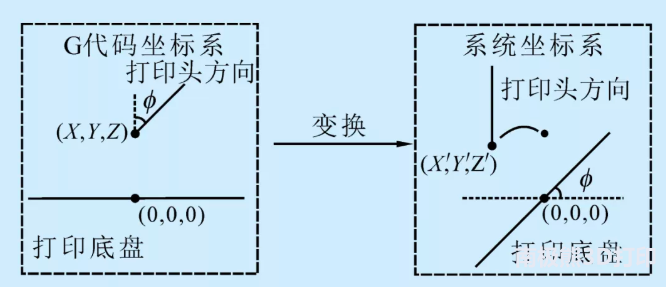
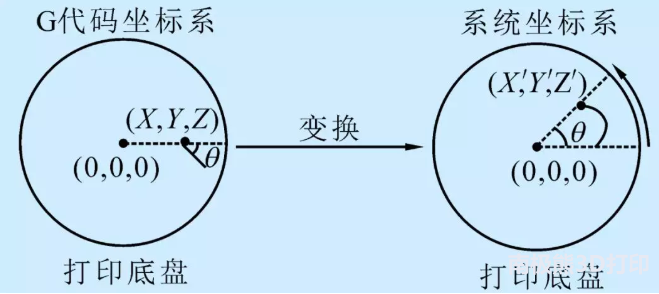
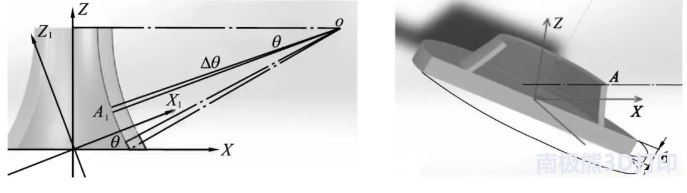
②中國礦業(yè)大學(xué)機(jī)電工程學(xué)院的胡慶等提出了將復(fù)雜模型進(jìn)行分割簡化的五軸3D打印技術(shù)。該研究利用最優(yōu)子序列匹配算法(NOSB),將模型提取出骨架,再利用基于歸納學(xué)習(xí)法的交互式分割算法,將模型拆分成主體與支架,從而達(dá)到簡化模型的目的。然而,該研究的缺點(diǎn)在于不能處理某些不可再分割的具有復(fù)雜曲面的零件,如薄壁回轉(zhuǎn)體零件等。 ③University of Rhode Island 的Musa Jouaneh 教授研究了在圓柱形、半球形類特殊結(jié)構(gòu)上利用Optomec LENS (Laser Engineered Net Shaping)3D金屬噴印激光成型技術(shù)進(jìn)行材料添加的加工方法。此研究為后來的五軸3D打印技術(shù)提供了參考,然而該方法受零件形狀的極大限制。 近年來3D打印技術(shù)得到了很大發(fā)展,但五軸3D打印技術(shù)作為3D打印技術(shù)發(fā)展的未來趨勢,其工藝研究仍處于初步階段。 2 薄壁回轉(zhuǎn)體五軸3D打印工藝及平臺搭建 (1)薄壁回轉(zhuǎn)體五軸 3D 打印工藝 根據(jù)加工方式考慮薄壁回轉(zhuǎn)體的3D打印。為了沿回轉(zhuǎn)路徑打印材料,傳統(tǒng)三軸打印機(jī)需要X、Y兩軸聯(lián)動劃出圓軌跡,但兩軸聯(lián)動會使打印精度下降。 從工件成型質(zhì)量上考慮薄壁回轉(zhuǎn)體的3D打印。由于其回轉(zhuǎn)截面的形狀不確定,結(jié)構(gòu)上會有懸出部分。由于是薄壁,打印時的擠出料容易塌落,在不加支撐的情況下允許向外延伸的角度有限。此外,當(dāng)回轉(zhuǎn)體的表面坡度較大時,階梯效應(yīng)會更加明顯,曲面的表面質(zhì)量不佳。因此,傳統(tǒng)三軸切片打印的兩個缺點(diǎn)“附加支撐”和“臺階效應(yīng)”在一般的薄壁回轉(zhuǎn)體制造中很容易顯現(xiàn)出來。而在采用五軸打印方式時,這兩個缺陷都能夠避免。 由于五軸機(jī)床的C軸可繞Z軸連續(xù)旋轉(zhuǎn),恰好可以完成回轉(zhuǎn)體的回轉(zhuǎn)軌跡,因此擠出頭僅需X或Y軸在一個較小的范圍內(nèi)移動,C軸連續(xù)轉(zhuǎn)動即可完成一層材料的堆疊,精度相對于兩軸聯(lián)動的方式更高。此外,利用B軸擺動,可以對工件的回轉(zhuǎn)截面進(jìn)行不同角度的分層,因而可以根據(jù)回轉(zhuǎn)截面內(nèi)外曲面的法線方向進(jìn)行分層,并通過B軸轉(zhuǎn)動使每一層材料堆疊都完全落在上一層的基礎(chǔ)上,加工過程中不會出現(xiàn)懸出部分,并且內(nèi)外表面也是連續(xù)的。 由以上分析可知,采用五軸3D打印工藝加工薄壁回轉(zhuǎn)體具有明顯的優(yōu)點(diǎn)。 (2)五軸 3D 打印平臺搭建 ① 擠出頭溫度控制 在3D打印過程中,要求擠出頭溫度能夠穩(wěn)定在一個區(qū)間之內(nèi)。為了達(dá)到該效果,自行搭建了溫控系統(tǒng)來進(jìn)行控溫。利用溫敏電阻采集溫度信號,通過arduino UNO進(jìn)行數(shù)據(jù)處理并得出當(dāng)前的擠出頭溫度。然后通過控制電路的通斷來控制擠出頭是否加熱,使擠出頭溫度在可控的區(qū)間內(nèi)波動。 ②電機(jī)控制 通過MACH3搭配nMotion來控制X、Y、Z以及A、C共計五個運(yùn)動軸,B軸用來控制噴嘴的送料速度和送料量。 ③平臺搭建 該平臺由三個平移軸和兩個旋轉(zhuǎn)軸構(gòu)成,三個平移軸由步進(jìn)電機(jī)以及絲桿構(gòu)成。在絲桿上搭載滑塊,滑塊上安裝3D打印機(jī)的擠出頭,實(shí)現(xiàn)X、Y、Z三個方向的運(yùn)動。下半部分搭載了一個可沿Y軸旋轉(zhuǎn)的旋轉(zhuǎn)軸和一個可以沿Z軸旋轉(zhuǎn)的旋轉(zhuǎn)軸。 3 五軸3D打印工藝 (1)五軸3D打印一般加工思路 本文以添加繞X軸旋轉(zhuǎn)的A軸和繞Z軸旋轉(zhuǎn)的C軸為例進(jìn)行說明。對于添加B、C軸的情況,其原理相同。在擺臺轉(zhuǎn)動的過程中,如果將擺臺看作靜止,則材料的擠出頭會圍繞擺臺作相對運(yùn)動,其變換過程如圖2所示。 (a)A回轉(zhuǎn)軸
(b)C回轉(zhuǎn)軸
圖2 回轉(zhuǎn)軸變換
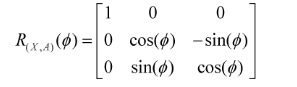
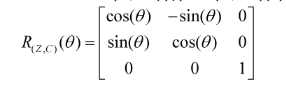
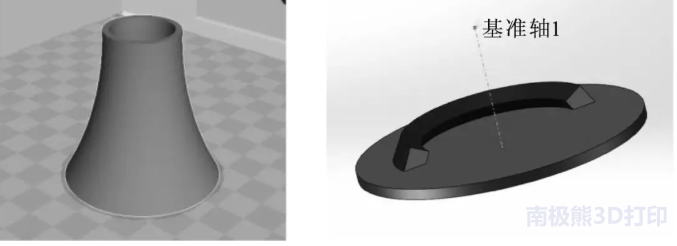
當(dāng)A、C軸分別旋轉(zhuǎn)時,變換矩陣R(X,A)(φ)和R(Z,C)(θ)分別為A、C 軸同時旋轉(zhuǎn)時,變換矩陣T為R(X,A)(φ)和R(Z,C)(θ)的乘積,有因此,旋轉(zhuǎn)后的坐標(biāo)(X′,Y′,Z′)與原坐標(biāo)(X,Y,Z)的關(guān)系可表示為(2)薄壁回轉(zhuǎn)體零件加工 選用圖3所示的薄壁回轉(zhuǎn)體零件作為樣件來解釋本研究所提出方案的可行性。 (a)樣件模型 (b)底座剖面
圖3 薄壁回轉(zhuǎn)體零件樣件
圖3中,回轉(zhuǎn)體截面的內(nèi)外側(cè)母線為一段同心圓弧。在傳統(tǒng)的快速成型技術(shù)中,以Stl模型為基礎(chǔ)的分層制造工藝存在臺階效應(yīng),影響零件的尺寸精度和表面粗糙度。此外,因支撐材料的使用,使3D打印物體的種類和樣式得到了較大的擴(kuò)展,但同時提高了制作成本,也會影響與物體表面接觸處的表面質(zhì)量。采用五軸式運(yùn)動機(jī)構(gòu)并采取與工件曲面相適應(yīng)的分層方法,可有效避免傳統(tǒng)方法存在的問題。 (a)樣件坐標(biāo)系及角度分層計算(b)樣件剖面
圖4 樣件模型坐標(biāo)系及剖面
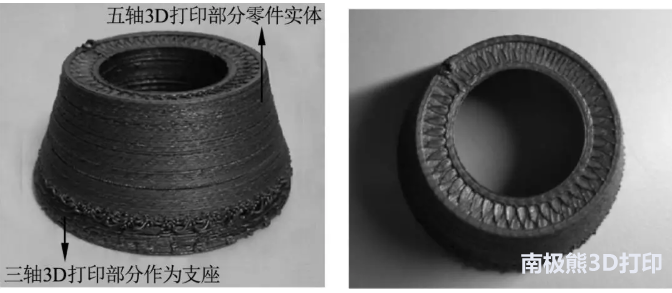
圖4為樣件模型坐標(biāo)系,圖中的一些符號含義注解如下:X、Z軸為機(jī)床坐標(biāo)系,Ο為回轉(zhuǎn)體縱截面內(nèi)外表面圓弧曲線的圓心。 將O點(diǎn)與工件內(nèi)表面上任一點(diǎn)相連,此連線與水平面夾角為θ;將此連線向上偏轉(zhuǎn)Δθ得到的新線段與壁厚所夾得截面A1即為堆疊層;X1與Z1為原坐標(biāo)系繞原點(diǎn)逆時針旋轉(zhuǎn)至X軸與A1截面相平行時的新坐標(biāo)系。樣件從截面看可被分為兩個部分,并使用不同的切片方式進(jìn)行處理:①底部三角部分(見圖3b、圖4a中黑色部分);②上方完整同心圓弧構(gòu)成的主體部分。 樣件制造具體軌跡規(guī)劃如下: ①底部三角部分使用Z軸分層,運(yùn)用MATLAB軟件編程計算三角縱截面在不同Z高度處的內(nèi)外表面X坐標(biāo),記為x1、x2。打印時首先擠出頭固定在x1坐標(biāo),C軸回轉(zhuǎn)一周形成內(nèi)表面圓;然后擠出頭移至x2處,采用同樣方法打印出外表面圓。隨即擠出頭在x1至x2之間來回移動,C軸以一定速度配合X軸往返頻率同步回轉(zhuǎn)一周,在兩圓環(huán)之間以鋸齒線形式完成材料填充。 ②主體部分:由于工件外表面為圓弧,當(dāng)Δθ較小時,內(nèi)外層厚度可近似看作相等。由于A1層高方向?yàn)橥獗砻娣ň€方向,則A1為任意一處壁厚的法向截面。此時,通過繞Y軸轉(zhuǎn)動的B軸旋轉(zhuǎn)打印平臺,使固結(jié)于工件上的坐標(biāo)系變換為圖4a所示X1、Z1坐標(biāo)系,則可簡單地使3D打印擠出頭在A1截面上沿X軸方向移動。利用繞Z軸轉(zhuǎn)動的C軸轉(zhuǎn)盤旋轉(zhuǎn)平臺,同時保持送料步進(jìn)電機(jī)的送料,即可在A1截面回轉(zhuǎn)形成的內(nèi)凹圓錐面上進(jìn)行堆疊。由于此種疊加方式的每一層都是沿著圓弧切線方向堆疊,可以有效削弱臺階效應(yīng)。此外,由于在切線方向堆疊,上一層相對于下一層沒有X軸方向的平移,所以不會出現(xiàn)懸空堆疊,避免了傳統(tǒng)三軸打印過程中所需的支撐結(jié)構(gòu),從而節(jié)省了材料。 同樣使用MATLAB建立數(shù)學(xué)模型,求解出X、Z坐標(biāo)系逆時針回轉(zhuǎn)在不同角度θ時對應(yīng)平行截面A(見圖4b)的內(nèi)外表面X、Z坐標(biāo)。其中,角度信息對應(yīng)機(jī)床實(shí)際加工過程中的擺臺B軸角度,每個轉(zhuǎn)角θ有對應(yīng)的截面A。擠出頭抬升至對應(yīng)的Z高度,隨后的層面填充方法與三角部分相同。從根本上來說,以上方法是根據(jù)B軸轉(zhuǎn)角分層來處理。考慮擠出材料厚度應(yīng)與兩次轉(zhuǎn)角之間層面厚度對應(yīng),經(jīng)過計算得到B軸的每次轉(zhuǎn)角增量Δθ為0.1°。 MATLAB生成的數(shù)據(jù)都導(dǎo)出至EXCEL表格中,通過編寫C++程序讀取EXCEL文件并以 Gcode代碼文件格式(如添加G指令、添加XYZABC字符等)輸出。由于試驗(yàn)平臺機(jī)床采用nMotion CNC 六軸控制器,故將控制器中的A軸用來控制送料步進(jìn)電機(jī)。此外,在程序內(nèi)部對每兩行運(yùn)動指令之間運(yùn)動軌跡長度進(jìn)行計算,并根據(jù)標(biāo)準(zhǔn)送料速率得出A軸的進(jìn)給(送料)量并添加至Gcode中;每層鋸齒線填充過程中的C軸轉(zhuǎn)角與擠出頭X移動量的配合會影響填充密度,其設(shè)置與Gcode輸出相同,也在C++程序中自動完成。 (3)實(shí)物展示 實(shí)際加工所得樣件如圖5所示,樣件底座為傳統(tǒng)三軸打印所得,上部為依托改進(jìn)后的五軸程序打印所得。由圖可知,底座的表面粗糙度明顯大于工件上部的表面粗糙度。因此,改進(jìn)后的五軸加工方式相對傳統(tǒng)三軸打印具有更大的優(yōu)勢,五軸打印可有效提高工件的表面加工質(zhì)量,臺階效應(yīng)較小且無坍塌現(xiàn)象,從而證明了本文方案的可行性。 (a)主視圖(b) 俯視圖
圖5 3D打印樣件實(shí)物
小結(jié) 通過增加B、C軸,五軸3D打印解決了懸浮結(jié)構(gòu)的支撐問題,減小了臺階效應(yīng),為3D打印的工藝優(yōu)化提供了更多選擇。五軸3D打印加工工藝技術(shù)在研究方面還處于起步階段,缺乏統(tǒng)一的加工指令生成方案。本研究的意義在于為五軸3D打印加工指令生成提出新方案,為后續(xù)研究奠定基礎(chǔ)。
來源:工具技術(shù) 版權(quán)歸原出處所有